级进模的英文名称 progressive die,指的是由多个工位组成,各工位完成不同的加工,各工位顺序关联,在冲床的一次行程中完成一系列不同的冲压加工的冲模。其功能是利用凸模和凹模在板料上施加一定形式和大小的作用力,使材料产生塑性变形,从而将毛胚转变为产品零件的能力。
级进模的结构组成
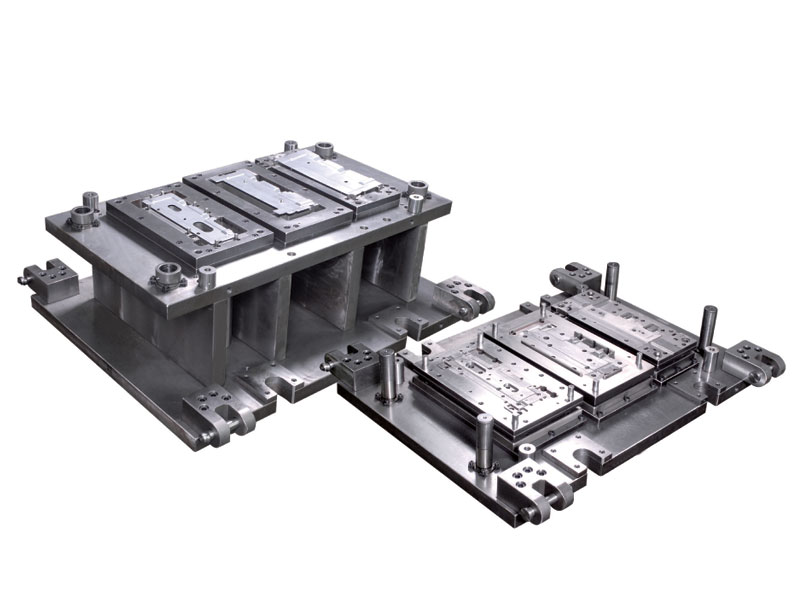
1.级进模由上模、下模和模套这三个部分组成,由导柱作为导向。
2.上模有上模固定板,板内装有凸模,并且有螺丝与上模板相连接。
3.下模是下模固定板,板内装有型芯,并与另外的型芯组成。
4.带锥孔的凹模套内,装入两个半锥形的凹模,中间开有型腔孔,两个半圆凹模有两个定位销定位。
5. 卸料部分式由顶杆及顶杆垫板组成,在零件制品成型后,首先用专用卸模工作撬开上模,再用顶杆将两个半锥形凹模顶出模具外,使级进模分开即可取出制品。
级进模的产品特点
1.级进模是多工序冲模。在一副模具内,可以包括冲裁、弯曲、成形和拉伸等多道工序,具有比复合模更高的劳动生产率。
2.操作安全简单。级进模冲压时操作者不必将手伸入模具的危险区域。对大量生产,还采用自动送料机构,模具内装有安全检测装臵。
3.级进模因为工序分散,不必集中在一个工位,不存在复合模“最小壁厚”的问题,因而模具强度较高,寿命较长。
4.级进模易于自动化,包括自动送料,自动出件(料),自动叠铆。
5.级进模工件和废料俊往下漏,因而可以采用告诉压力机生产。
6.使用级进模可以减少压力机,车间面积,半制品运输及仓库面积。
7.级进模较难保持内、外形相对位置的一致性,其原因是内、外形是逐次冲出的,每次冲压都有定会差。但是内、外形相对位置精度要求高的零件,有时不一定是全部轮廓有这样的要求,可能只是部分的。碰到这种情况,可以在冲内形上午同一工位上,把这部分轮廓同时冲出,从而保证零件的要求。
 标签:
标签: